
客服服務熱線
0752-6833032 13620995736

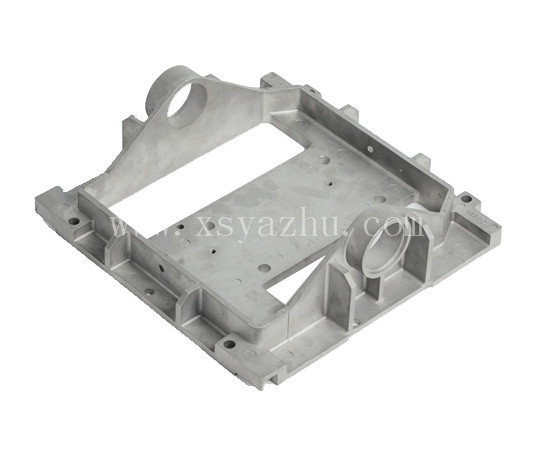
鋁合金一般會用來壓鑄要求比較嚴格的鑄件,如果發生表面起皮,則基本為報廢件。
同時,壓鑄出來的毛坯并無起皮現象,拋丸處理后,大批量出現起皮。使用的是履帶式拋丸機,拋丸時間為5分鐘。
可能的原因和解決辦法:
1、模具設計問題
首先要考慮流道設計是否合理,會不會導致鋁液回流匯集,氣和渣都沒有排出。其二,流道設計的充型是否穩定、連續。第三,考慮模具溫度是否合理,是不是在合理的范圍。
2、壓鑄機設置的問題
壓射速度的低速位置和高速位置進行跳轉,高速位置可適當提前,同時要關注排氣問題,壓射時間可適當延長。保壓時間也可適當延長。
3、檢測脫模劑的性能
不同種類的脫模劑會各有不同的側重點,有些脫模劑會側重脫模效果,但是會對起皮有影響。
4、拋丸處理過度
可以適當的實驗減少拋丸時間,改變拋丸材質。
 微信二維碼
微信二維碼